Подсчет и классификация
Когда важно знать точное количество и тип продукции в потоке
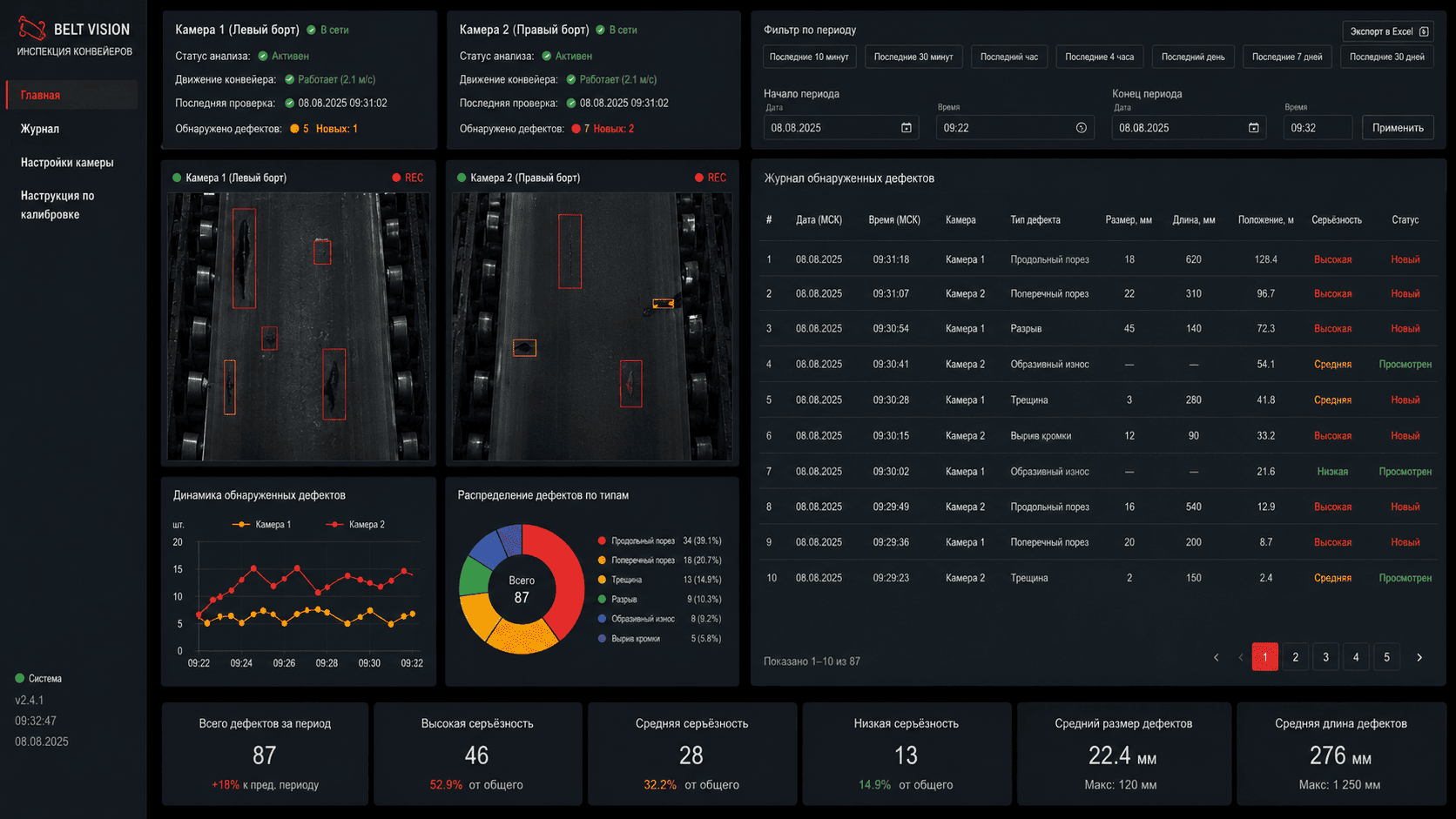
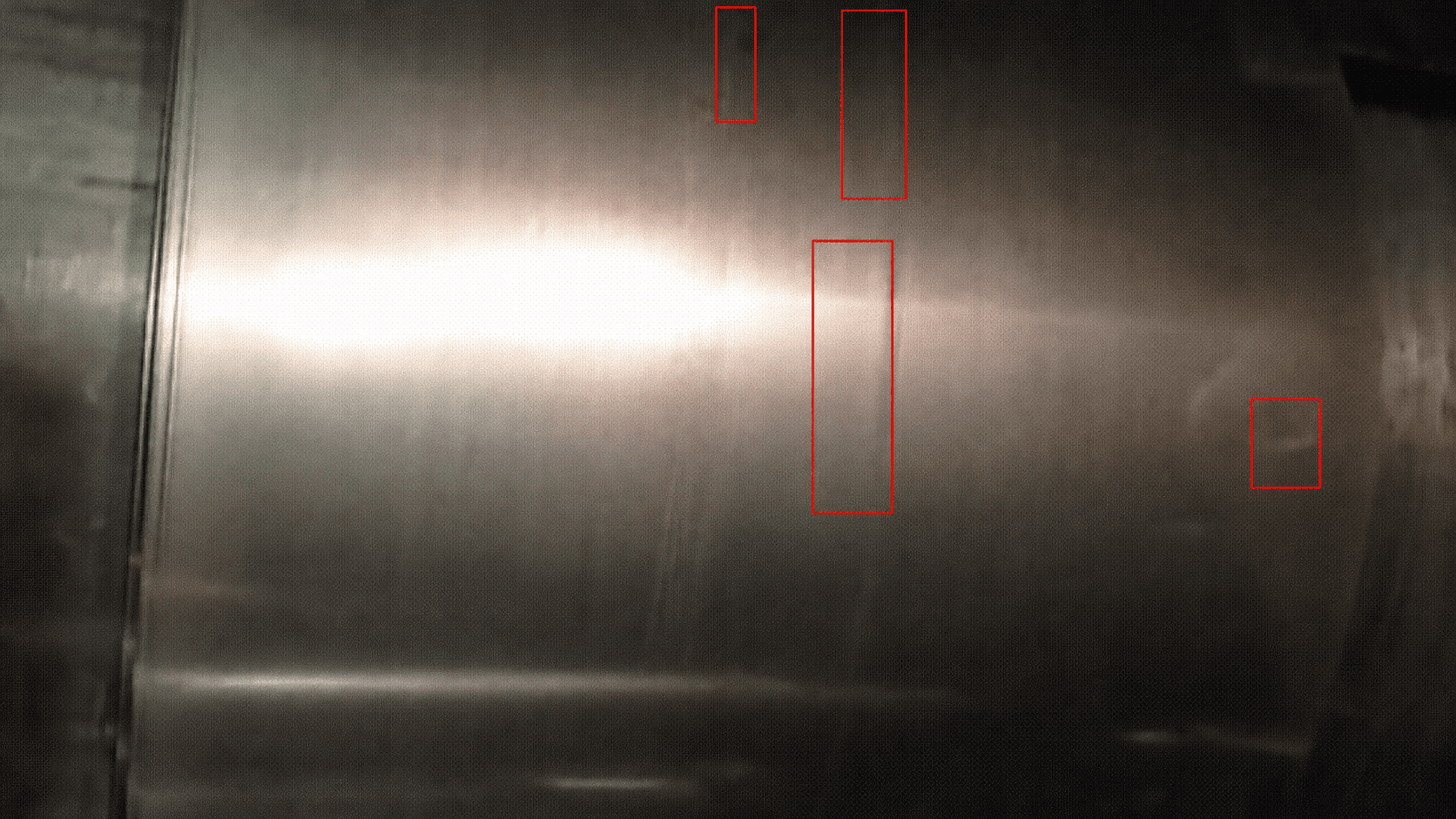
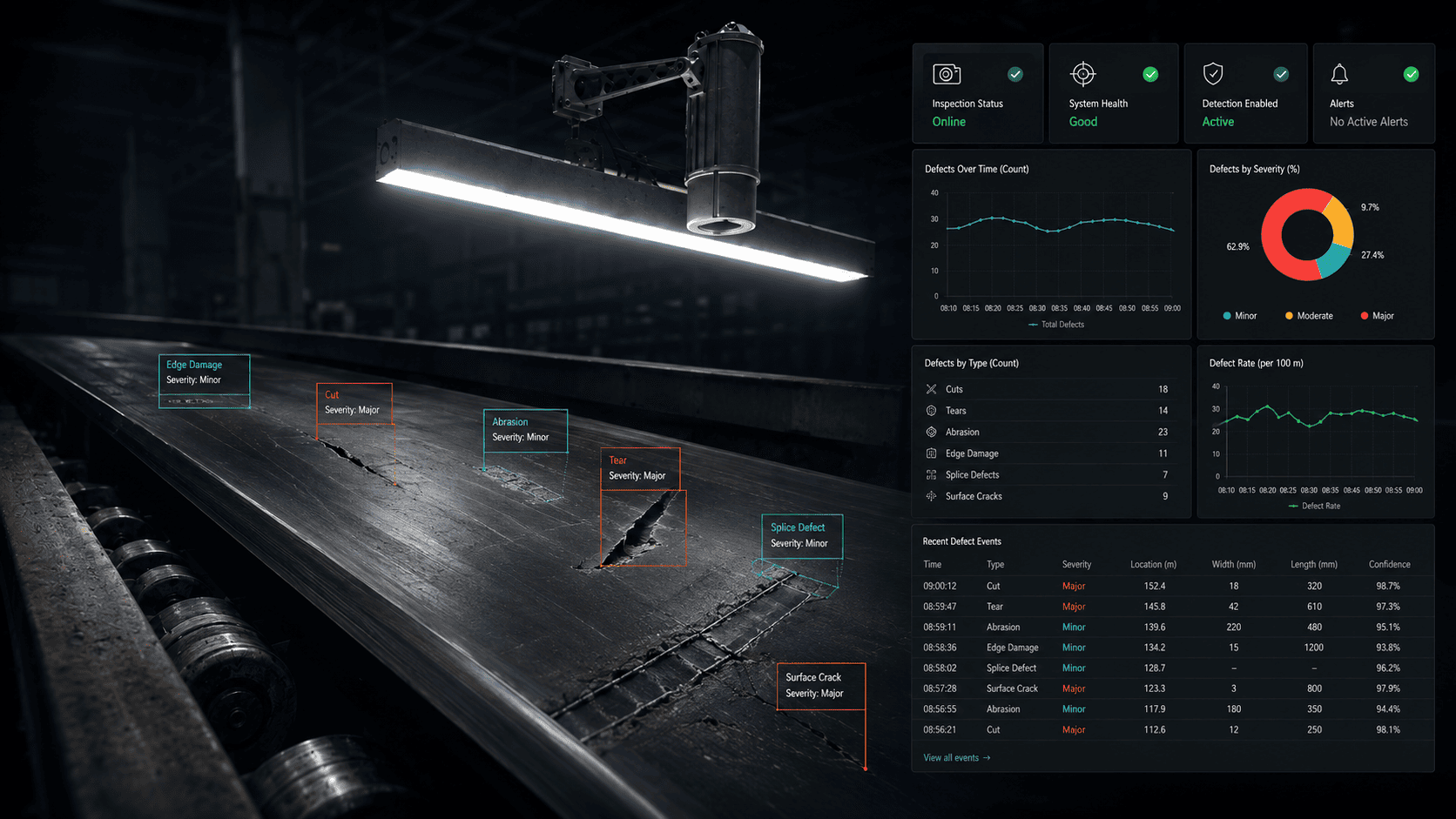
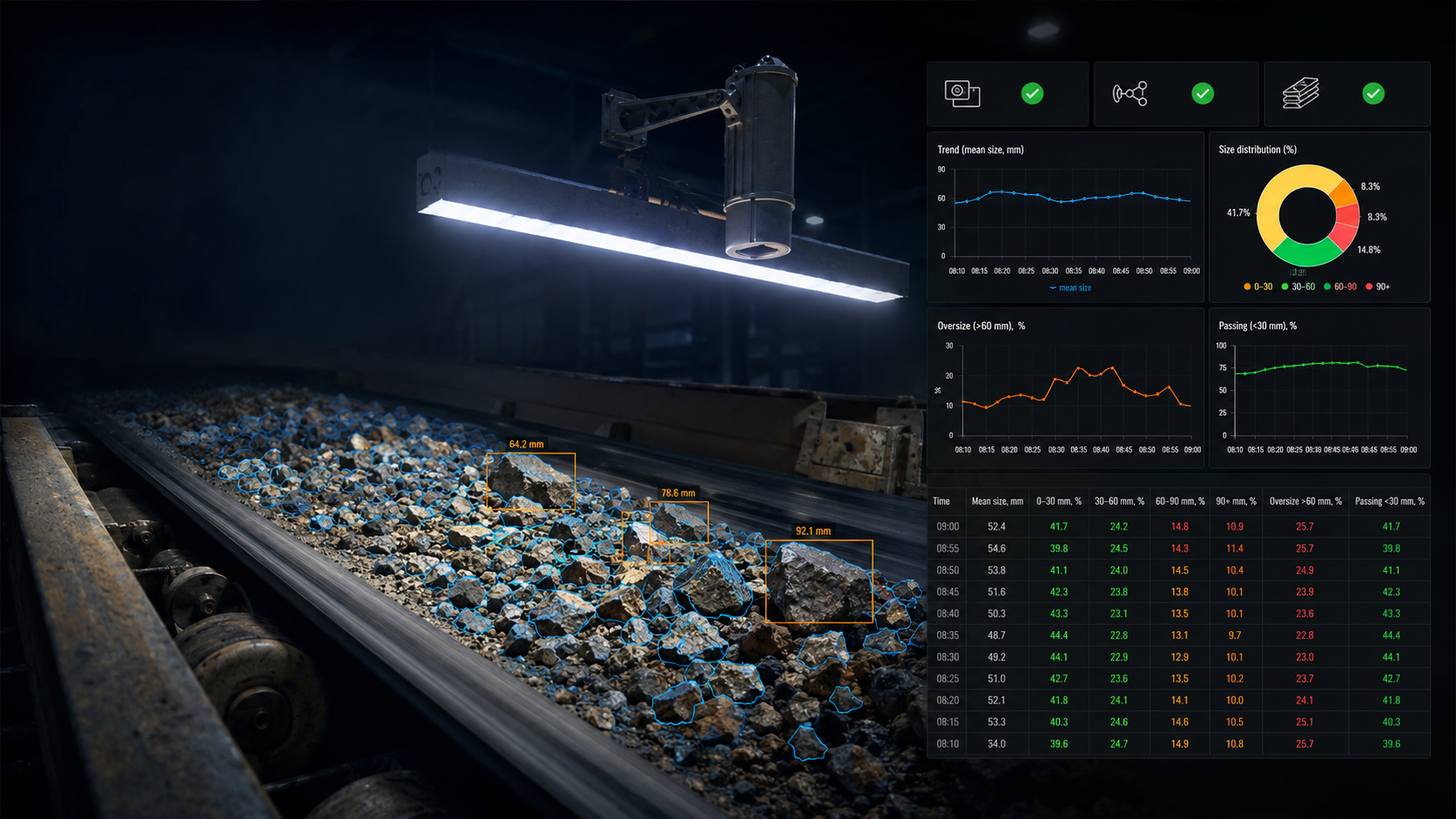
Система анализирует видеопоток с камеры, выделяет объекты, отслеживает их движение, исключает повторный счет и формирует счетчики по классам: белый хлеб, черный хлеб, краюшки, упаковки, детали, сырье или другие типы продукции.
- Подсчет через линию, область или производственную зону.
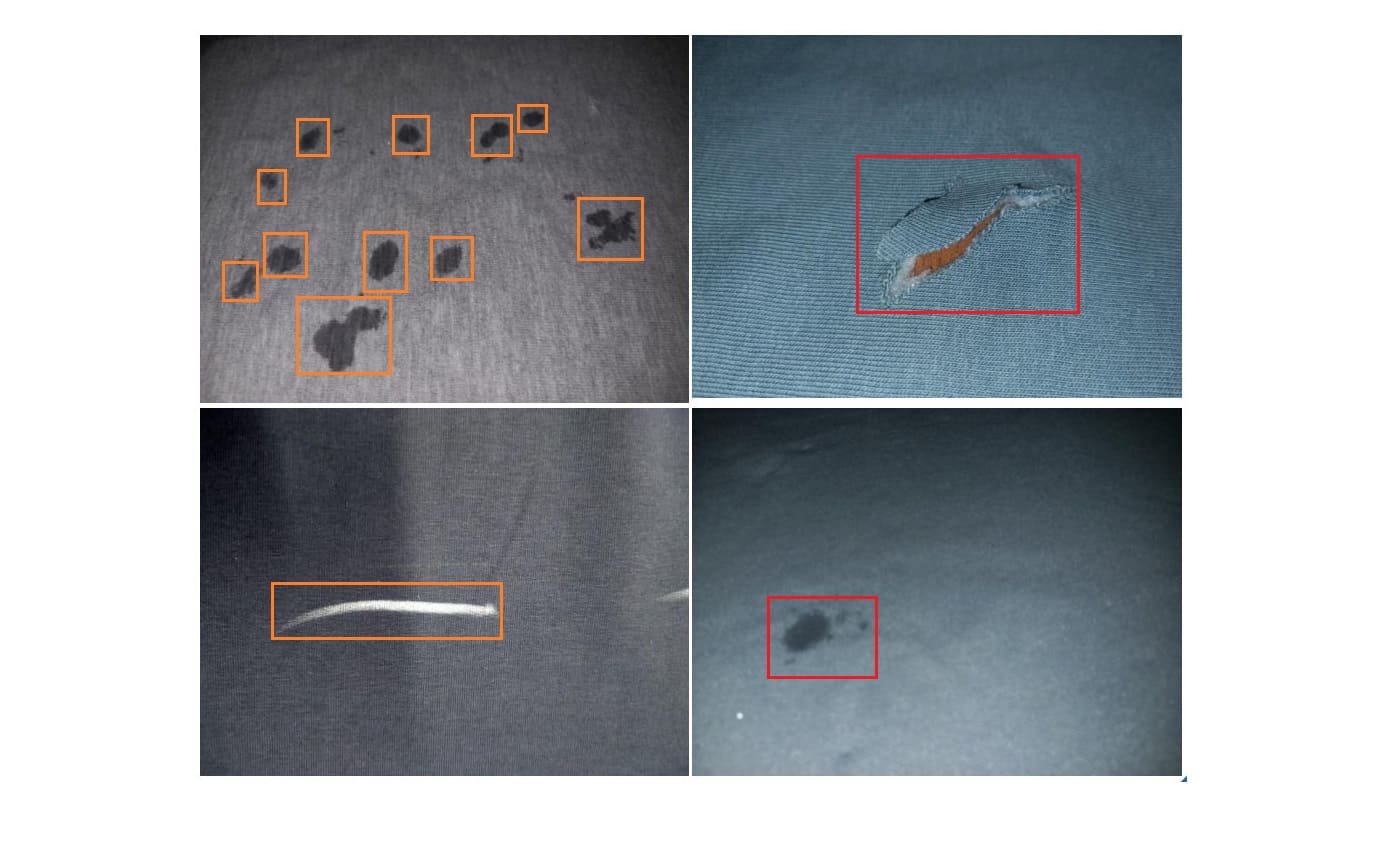
- Классификация по типу, цвету, форме, упаковке и признакам качества.
- Журнал событий, дашборды, настройки видеопотоков и подтверждающие кадры.
Открыть страницу подсчета
ПО включено в реестр российского ПО