Мелкие дефекты теряются
Царапины, порезы, проколы, пятна, складки и дефекты маркировки легко пропустить на высокой скорости линии.
Итог: брак уходит дальше по процессу и дорожает на следующих этапах.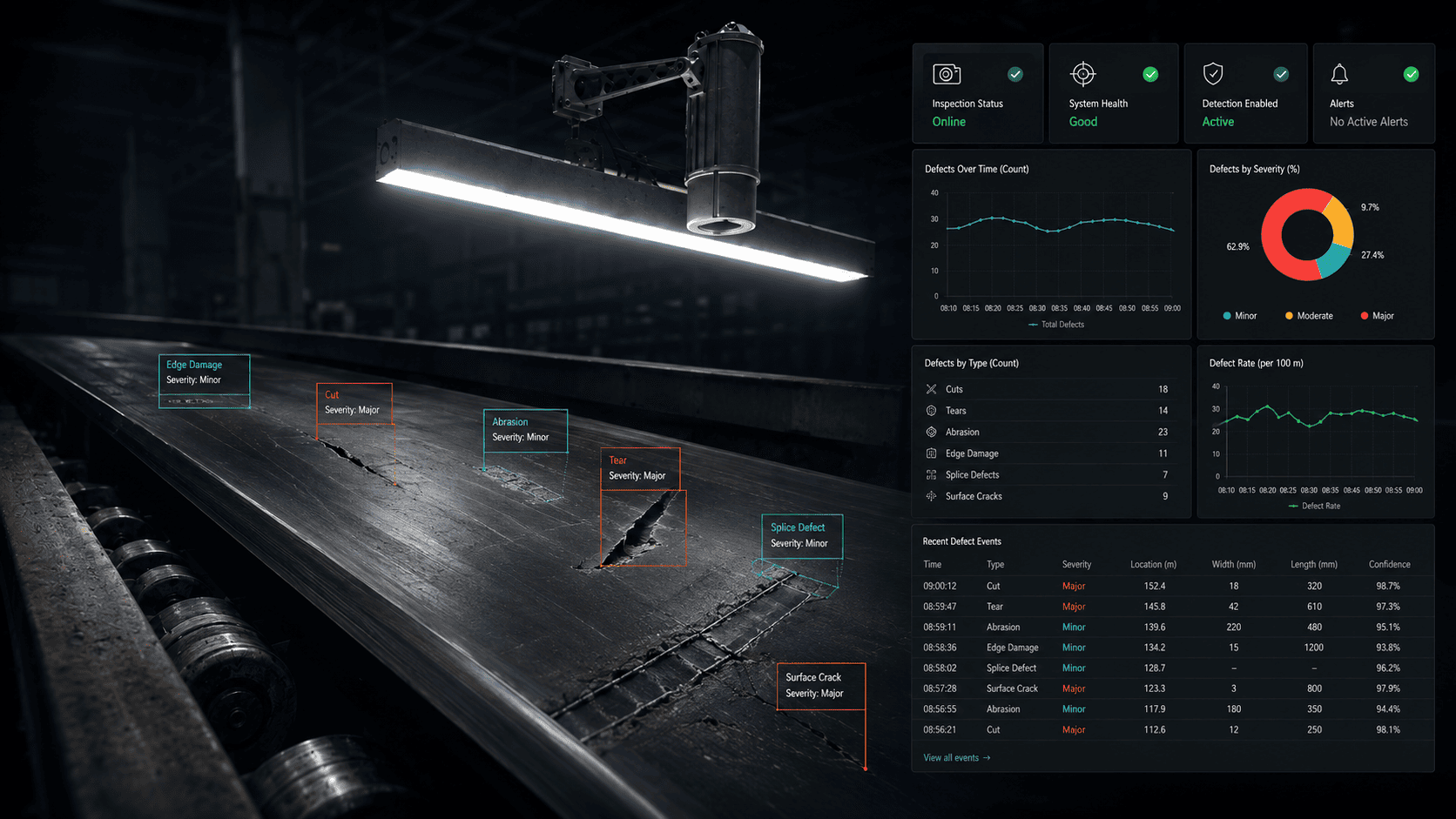
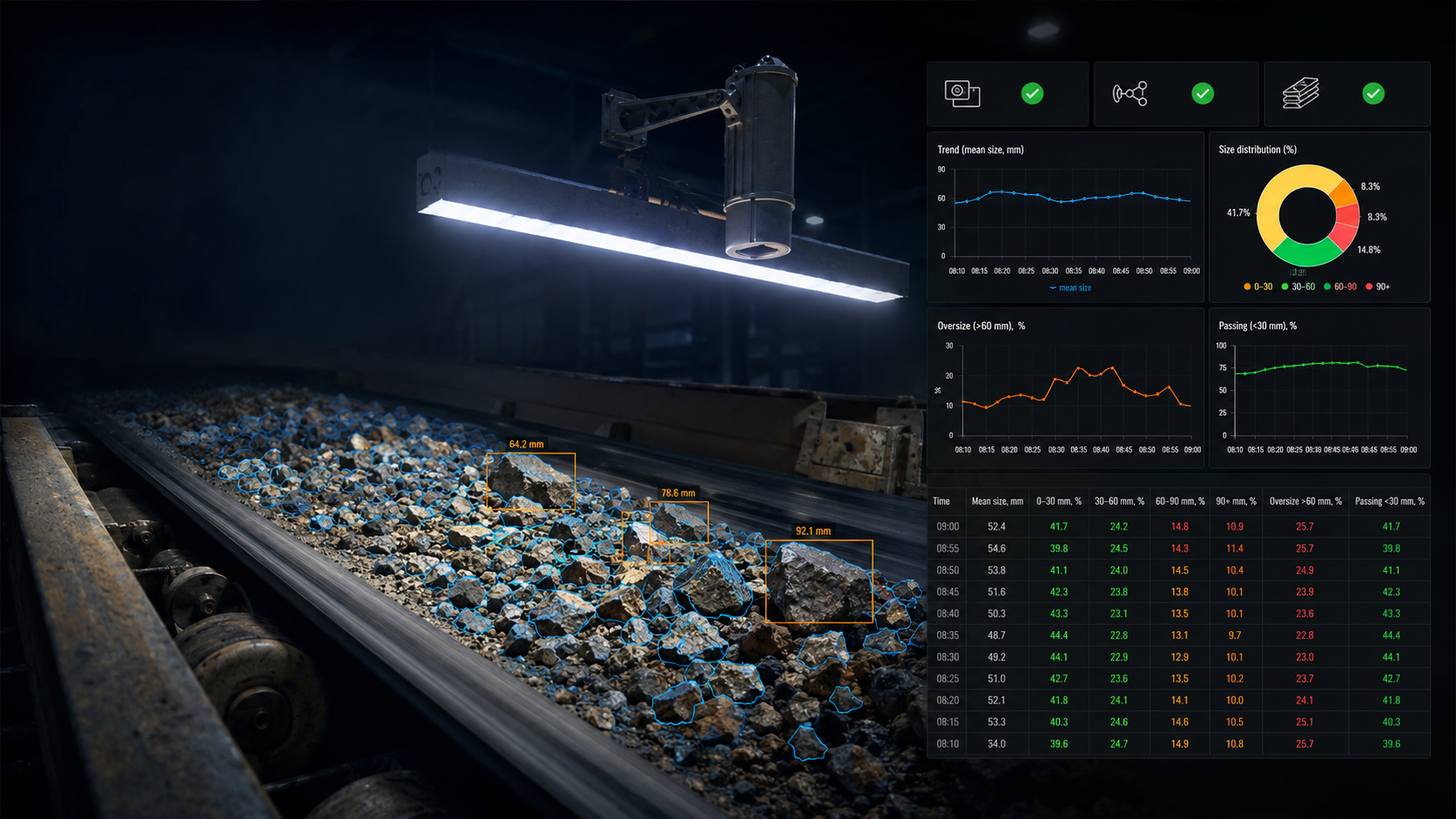
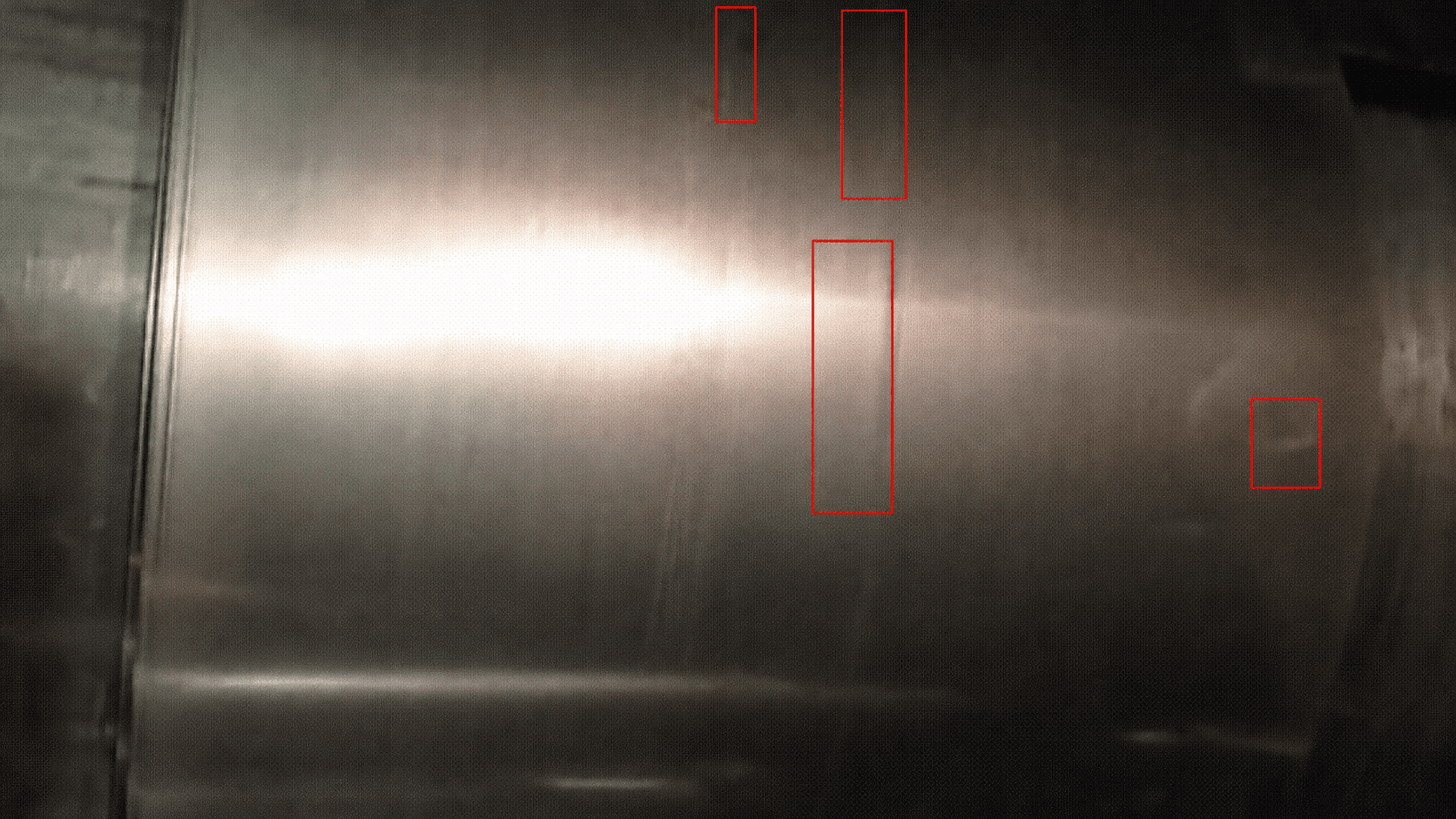
Система машинного зрения выявляет дефекты на металлопрокате, тканях, пленках, конвейерных лентах, панелях и маркировке: царапины, порезы, складки, непрокрасы, загрязнения, смещения печати и визуальные отклонения.
На движущейся ленте, рулонном материале или панели дефект может быть небольшим, кратковременным и похожим на нормальную фактуру. Система фиксирует отклонение, сохраняет кадр, считает статистику и передает сигнал оператору или во внутренние системы предприятия.
Царапины, порезы, проколы, пятна, складки и дефекты маркировки легко пропустить на высокой скорости линии.
Итог: брак уходит дальше по процессу и дорожает на следующих этапах.Металл, пленка, ткань, резина и панели имеют блики, рисунок, ворс, шум и естественные неоднородности.
Итог: нужны стабильный свет, правильная оптика и модели под материал.Отклонение часто замечают уже после рулона, партии или смены, когда накоплен большой объем брака.
Итог: больше списаний, возвратов и сложнее найти причину.Без координат, размера и фотофиксации трудно анализировать повторяемость дефектов по линии, партии и материалу.
Итог: качество остается реактивным, а не управляемым.В основе решения — промышленная камера, правильно подобранная оптика, стабильное освещение, алгоритмы детекции и сегментации дефектов, интерфейс оператора и интеграция с производственными системами.
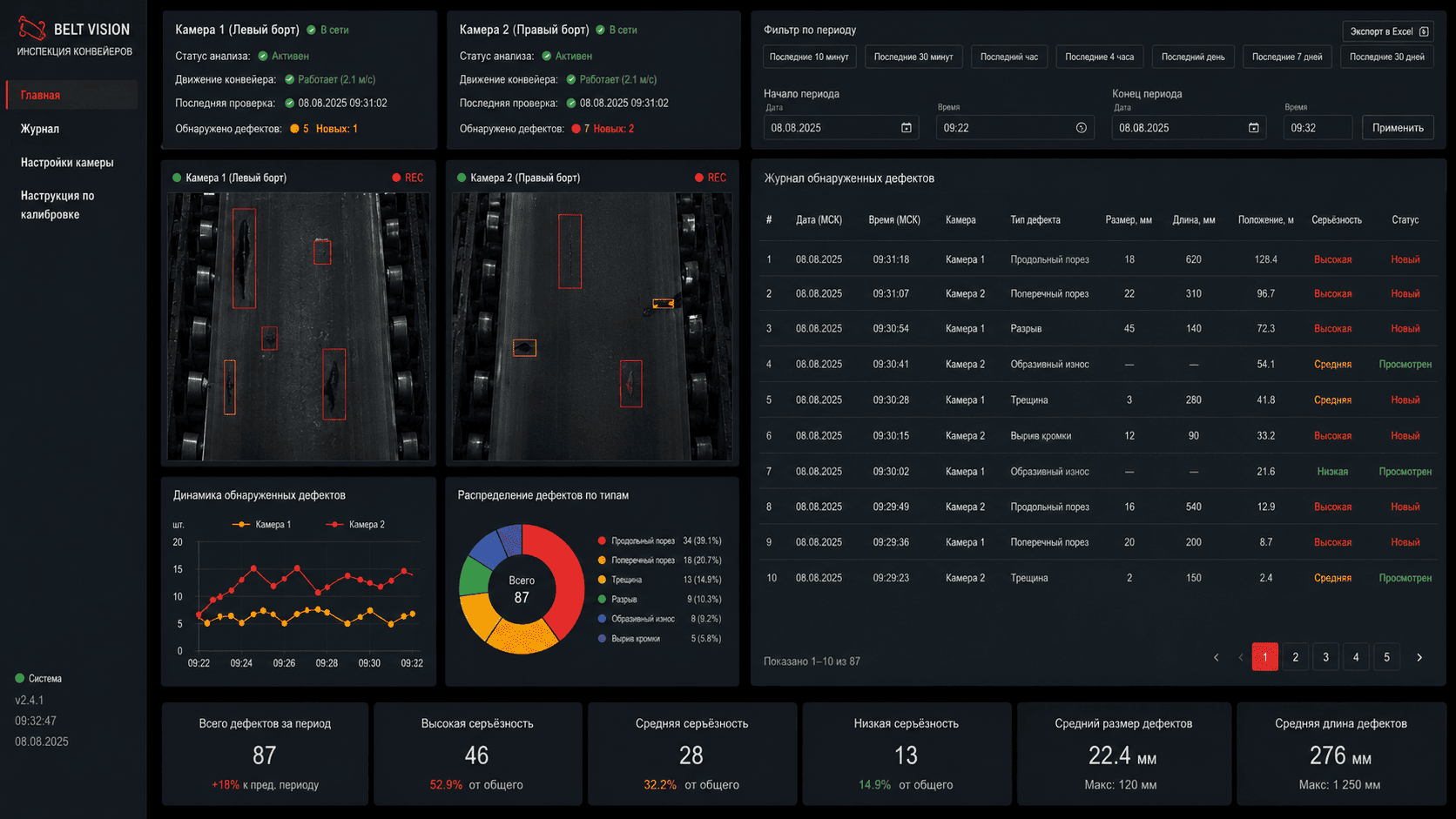
Система может работать по логике “годно / брак” или глубже: определять тип дефекта, координаты, площадь, длину, ширину, класс критичности, повторяемость и статистику по рулонам, партиям и сменам.
Функциональность можно запускать поэтапно: от одной камеры и одного класса дефектов до сети линий с единым центром аналитики.
Базовый контур автоматической отбраковки по наличию визуально выраженного отклонения на поверхности.
Выявление царапин, вмятин, складок, надавов, ржавчины, непрокраса, повреждения кромки и дефектов покрытия.
Контроль дыр, порезов, складок, ворса, непрокраса, загрязнений, посторонних включений и нарушения фактуры.
Проверка качества печати, смещения маркировки, пропусков, нечитаемых символов и ошибок нанесения на панели, упаковку и детали.
Контроль края, размеров, формы, положения, перекосов, складок, разрывов и визуально измеряемых отклонений.
Накопление реальных примеров дефектов и добавление новых классов без полной переработки всей системы.
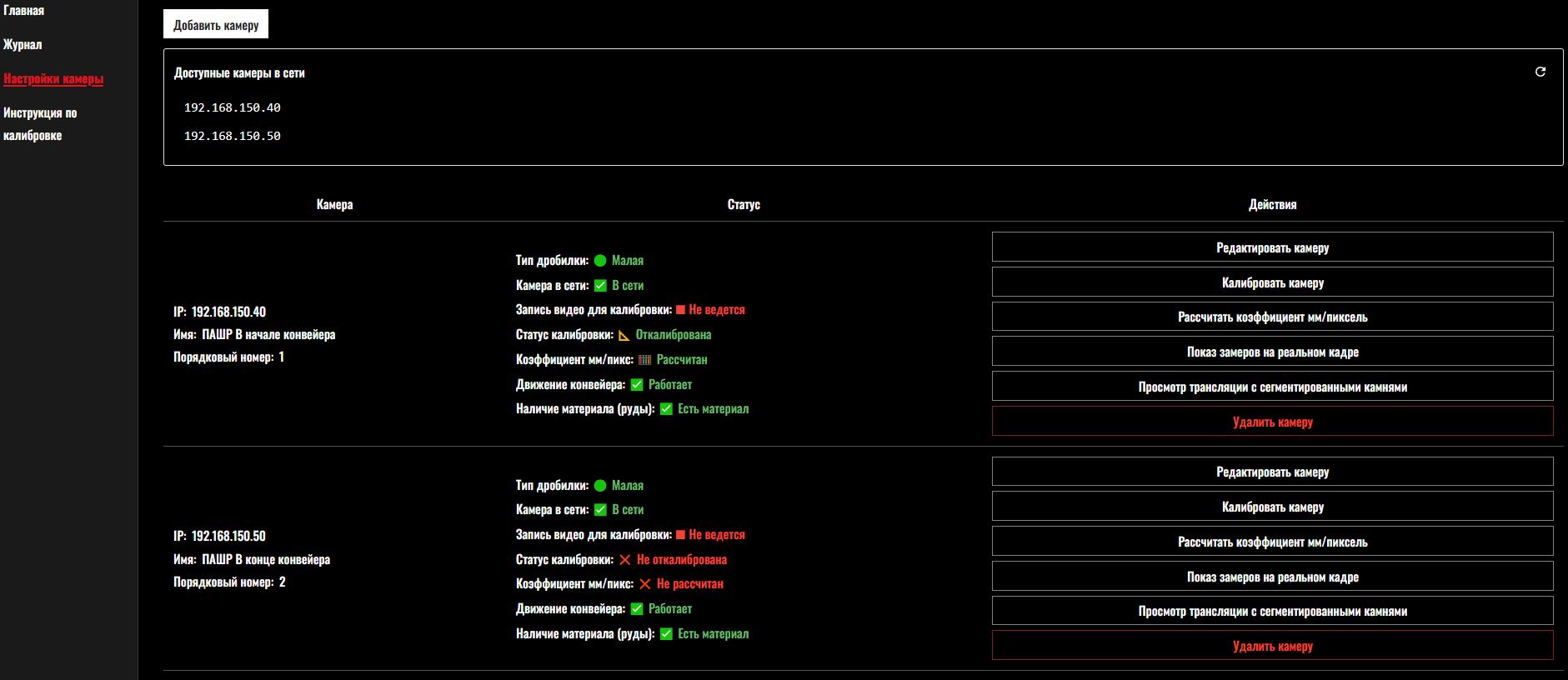
Оператор видит текущие события и подтверждающие кадры, технолог — карту дефектов и повторяемость, руководитель — KPI по линиям, сменам, материалам и партиям.
Подборка промышленных кейсов STATANLY: контроль сборки, комплектности, металлопроката, ткани, полотна, печати и брака на производственной линии.
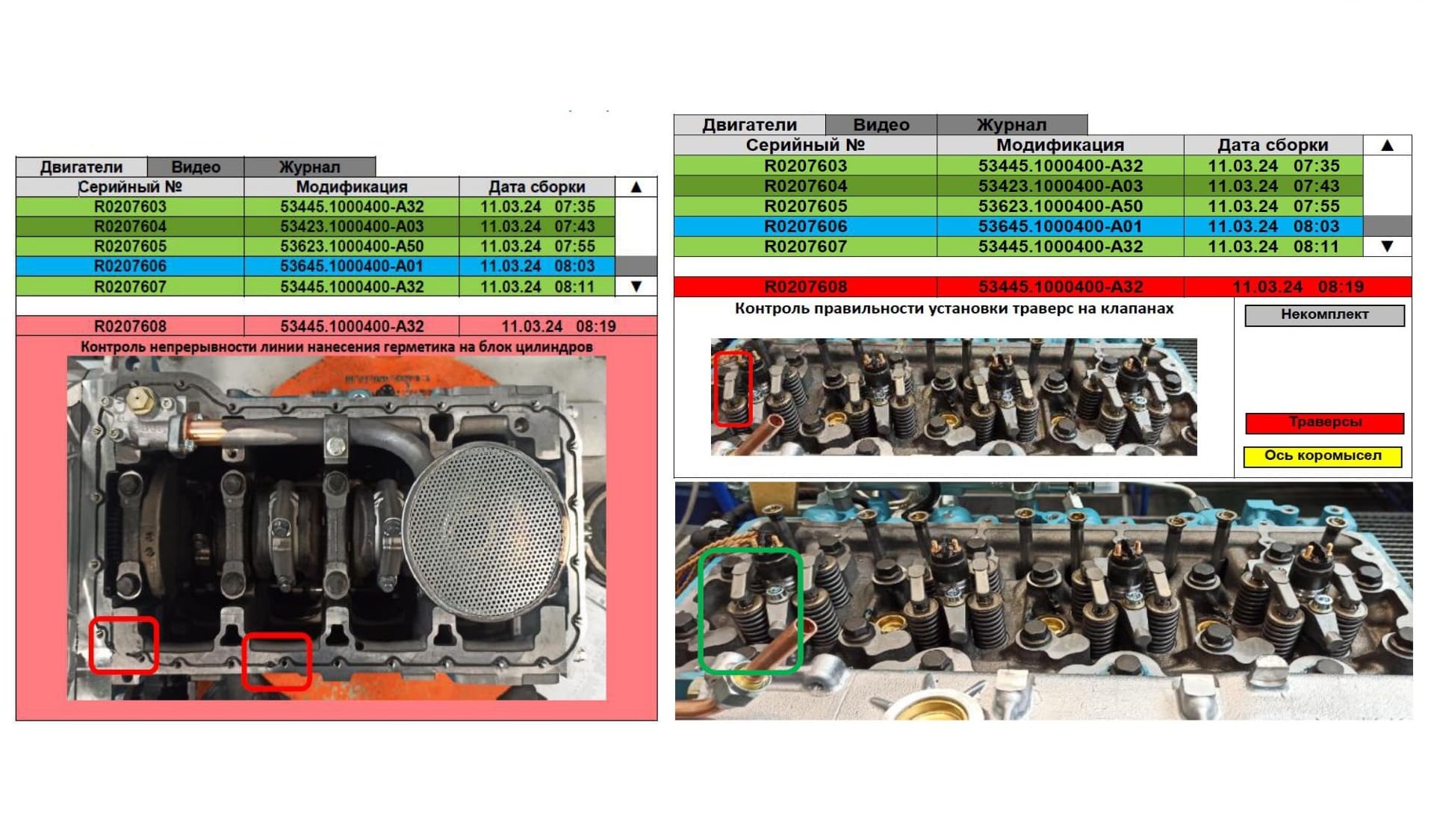
Система контролирует непрерывность линии нанесения герметика на блоке цилиндров и правильность установки траверс на клапанах на главном сборочном конвейере.
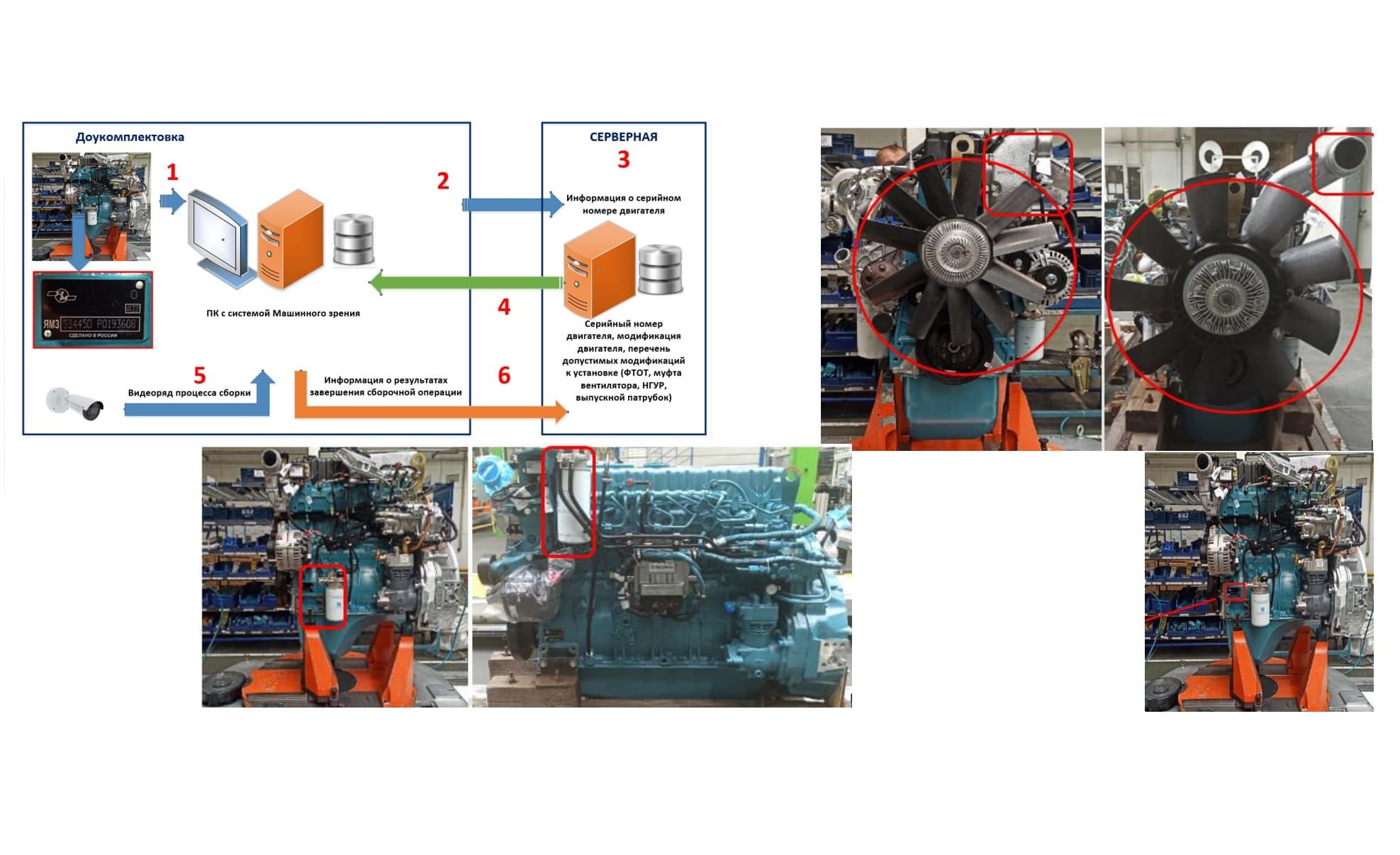
Система контролирует качество сборки двигателей: отсутствие компонентов, корректность установки элементов и дефекты нанесения герметика.

Система распознает критичные дефекты поверхности, повреждения полотна и некачественную флексопечать на верхней поверхности продукции.
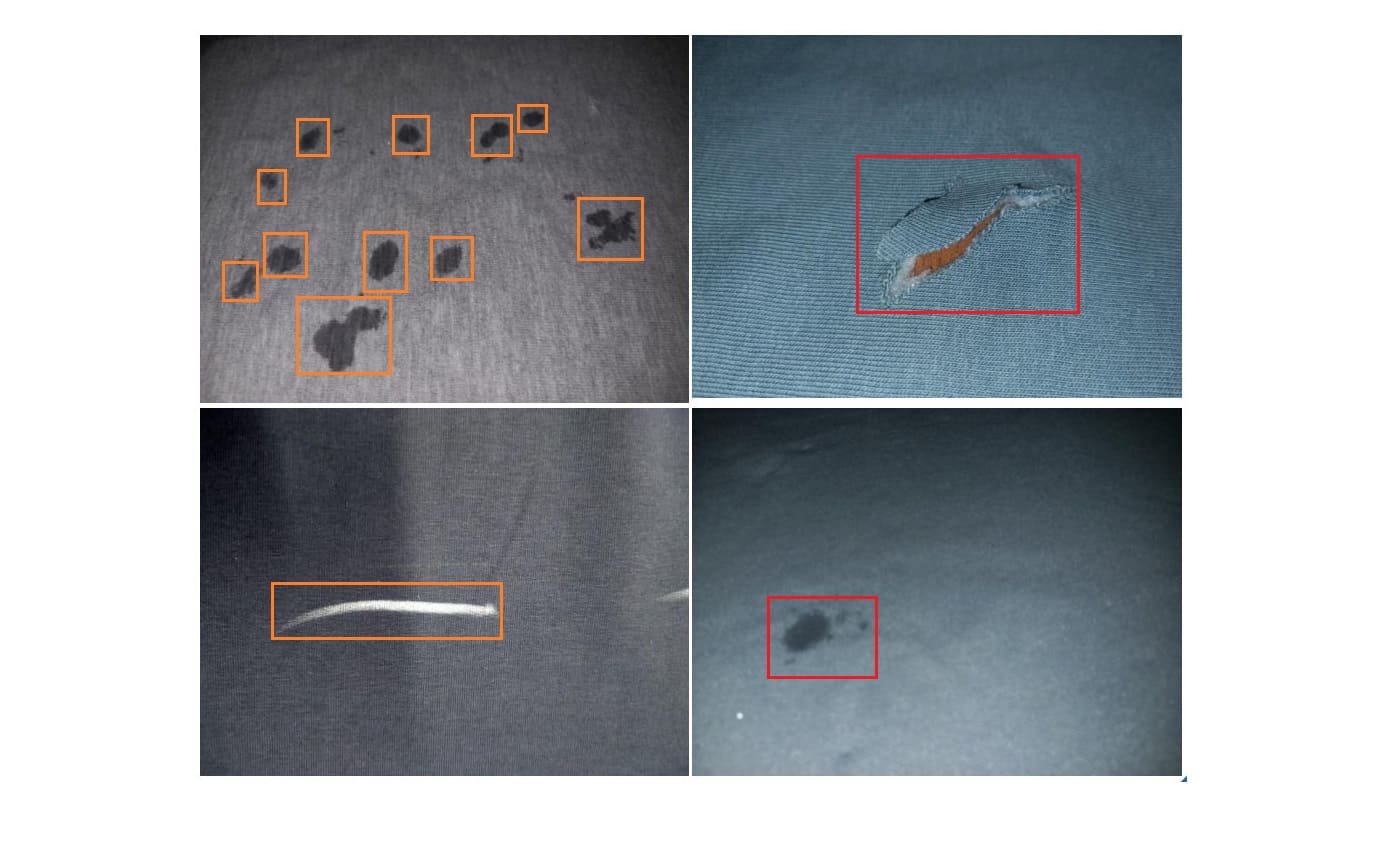
Система в реальном времени распознает дефекты полотна по ГОСТ: пятна от масел, дырки, след сломанной иглы, неравномерный прокрас и другие отклонения.
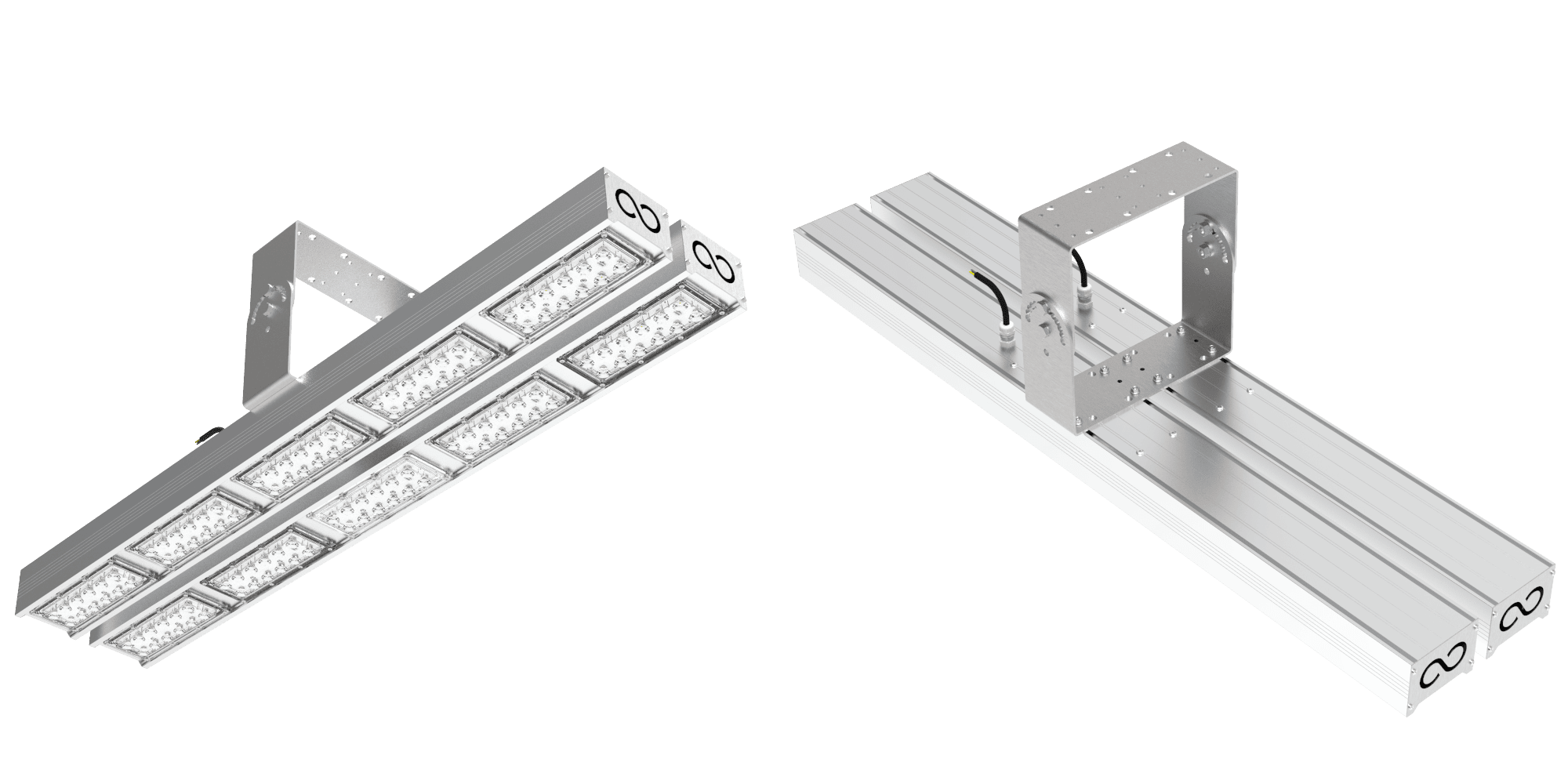
Решение включает камеру, оптику, освещение, защитное исполнение, вычислительный контур, web-интерфейс и интеграцию во внутренние системы предприятия.

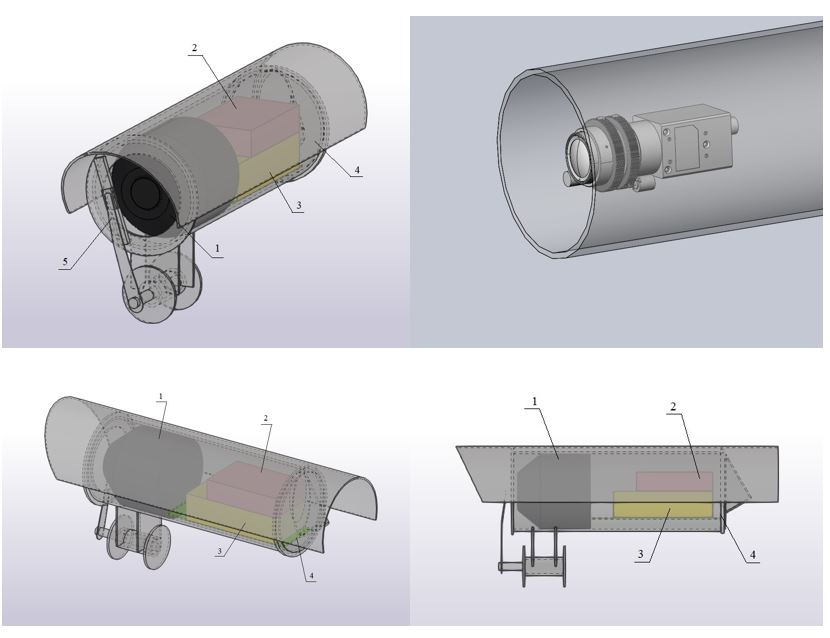
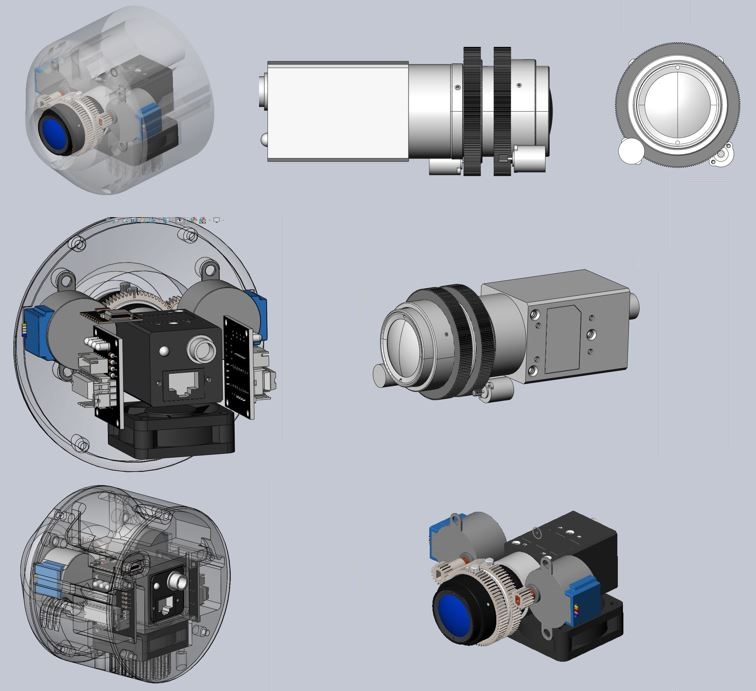
Подбор камеры выполняется под размер дефекта, скорость линии, ширину полотна и рабочее расстояние.
Для надежного выявления дефектов важны свет, повторяемая сцена и стабильное положение материала.
Система может работать на площадке заказчика: edge, локальный сервер или гибридная схема.
События передаются во внутренние контуры качества, HMI, SCADA, MES, ERP и системы отбраковки.
Система сравнивается с эталоном заказчика в рамках пилота: ручной контроль, технологическая разметка или утвержденная ПМИ. Целевые показатели фиксируются по согласованным классам дефектов, условиям съемки, материалам и типам изделий.
Проект запускается поэтапно: пилот на одной точке, подтверждение метрик, интеграция в процесс и масштабирование.
Определяем материал, поверхность, типы дефектов, требования к точности, скорости линии и реакции на брак.
Выбираем камеру, оптику, освещение, рабочее расстояние, защитное исполнение и вычислительный контур.
Размечаем данные, обучаем модель, согласуем классы дефектов, настраиваем интерфейс и события.
Фиксируем точность, исключения, логику интерпретации, интерфейс оператора и эксплуатацию.
Передаем события в HMI, SCADA, MES, ERP, систему отбраковки или аналитику качества.
Расширяем систему на новые линии, материалы, классы дефектов и единый центр отчетности.
Наименование: Система детекции и распознавания характеристик процессов и объектов.
Краткое описание: открытая библиотека алгоритмов на базе компьютерного зрения, позволяющая определять характеристики объектов и процессов: размеры и габариты, тип, скорость, цвет, геометрические параметры, шрифты, номера, QR-коды и другие признаки.
Ссылки на реестр, документацию, установку и эксплуатацию, репозиторий, веса моделей, аккредитацию и устав правообладателя.
Начнем с одной точки контроля: материал, типы дефектов, эталон приемки, пилотные KPI, интеграция в линию и расчет эффекта до масштабирования.